24小時咨詢熱線:
18836269550
近期相信大家都對“礦井皮帶機滾筒軸承裝配技術總結”這個話題比較感興趣,要想知道這個話題答案,那么我們首先要了解一些與之相關的內容,坤威機械的小編精心整理了該話題的相關內容,那么下面就讓坤威機械的小編帶大家一起了解一下吧!
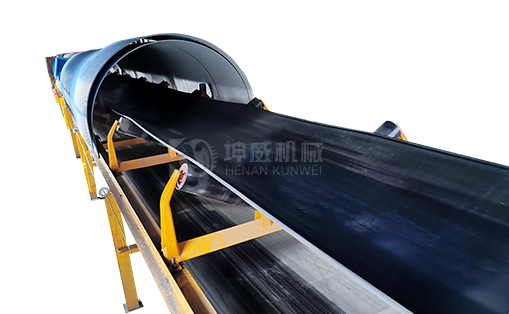
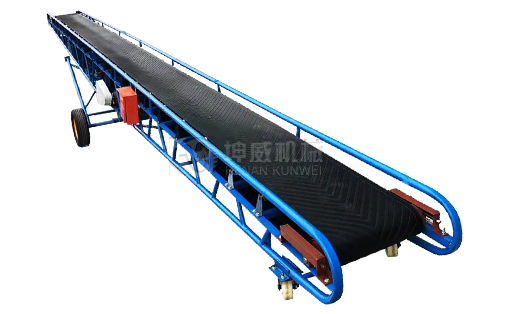
礦井輸煤系統軟件的機器設備,比如人們十分了解的皮帶輸送機,有積放式運輸,有滾筒式運輸,這類皮帶輸送機的原理就是說運用物塊中間的滑動摩擦力,由機動性設備出示驅動力,來做到運送的目地。文中就礦井輸煤系統軟件皮帶輸送機滾動軸承的裝配線技術性,和其安裝配制技術性常見問題干了詳解。
一、礦井傳動帶滾筒式采煤機安裝調節的必要性
在我國繁雜的地質學標準,促使對礦山設備規定較高,滾筒式采煤機因其與眾不同的優點在礦井中普遍應用。滾筒式采煤機結構簡易,具備很高的抗壓強度,在采掘全過程中動能耗損小,并且便于改裝;它還有著較寬的采高范疇,可以非常好的融入不一樣煤巷的規定,硬煤解決工作能力強,在頂、底版繁雜標準下運作穩定。這種特性都促使其運用更為普遍,煤碳采掘對依靠水平更高,其裝配線技術性也看起來更為關鍵。
礦井皮帶輸送機滾筒軸承的裝配線是銑工裝配線和維修工作上的操作過程,而側隙的調節和力矩是礦井皮帶輸送機滾筒軸承裝配線工作中的關鍵步驟。牢牢把握側隙調節和力矩的加工工藝定義,而且在裝配線工作上恰當地應用這類加工工藝方式,是滾動軸承裝配線工作中品質的確保。工程項目專業技術人員應當嫻熟的把握滾筒式采煤機的裝配線方式,可以快速的開展安裝調節,另外在平時的工作上,扎實推進常見故障防止、維護保養工作中,確保安全生產、井然有序開展。
二、基本要素及基本原理
礦井皮帶輸送機滾筒軸承的側隙就是指在無負載時一個套圈固定不動的狀況下,另一個套圈沿軸向或徑向所做的較大運動量,故側隙又分成軸向側隙和徑向側隙二種。
礦井皮帶輸送機滾筒軸承裝配線時,側隙不可以很大,也不可以很小。側隙很大,會導致另外承擔荷載的翻轉體總數降低,單獨翻轉體的荷載擴大,進而減少滾動軸承的轉動精密度,降低使用期;側隙很小,會使滑動摩擦力擴大,造成的發熱量提升,加重損壞,一樣能使滾動軸承的使用期降低。因而,滾動軸承在裝配線時必須嚴控和調節側隙。
三、滾動軸承力矩裝配線技術性
力矩就是說滾動軸承在裝配線時,給內孔或外側一個徑向力,以清除軸承游隙,并使翻轉體與內、外側觸碰處造成初形變。力矩能提升滾動軸承在工作態度下的彎曲剛度和轉動精密度,承擔荷載很大,轉動精密度規定較高的滾動軸承,大多數是在無側隙乃至有小量間隙配合的情況下工作中的,這樣的事情下就必須在裝配線時對滾動軸承開展力矩。側隙的調節和力矩一般全是根據內孔對外開放圈作適度的徑向相對性偏移的方式來進行的。
因此調節側隙或力矩時務必確保優良的潤化和熱管散熱。假如調節不善或潤化欠佳,會使滾動軸承磨擦加重,熱值擴大,使滾動軸承損壞加重,使用壽命降低。恰當地開展礦井皮帶輸送機滾桶軸承游隙的調節和力矩,需注意下列難題。
1.裝配線技術標準決策機械加工工藝方式
在礦井皮帶輸送機滾筒軸承裝配線中是不是開展側隙的調節和力矩,要依據技術性文檔明確提出的裝配線技術標準決策。一般針對髙速、輕載或轉動精密度規定較高的滾動軸承會有調節軸承游隙或力矩的規定;相反,則會維持軸承游隙,裝配線時僅作徑向固定不動就可以。從滾動軸承的類型上看,針對深溝球軸承、角接觸軸承、推力球軸承均必須對其側隙開展調節;針對一般低速檔、輕載的向心球軸承,大部分狀況下不用對側隙開展調節,只作徑向固定不動就可以。
2.要在熱力循環標準下做到側隙調節和力矩的規定
礦井皮帶輸送機滾筒軸承具體的理想化工作中空隙,是在滾動軸承溫度平穩后調節的空隙。因而,軸承游隙的調節需分三個環節:最先在常溫狀態依照有關實際操作標準和技術標準對軸承游隙開展調節,至空隙適合并且用手旋轉應覺得轉動靈便;隨后,將調節組織適度回松,開展航空件轉實驗,從低速檔到髙速航空件轉時間不超出2鐘頭,在最髙速的航空件轉時間許多于30分鐘,滾動軸承應運行靈便、噪音小、操作溫度不超出50℃;最終將調節組織校準并卡緊就可以。
3.保持穩定的潤化
優良的潤化不但能夠具有減少磨擦的功效,還對滾動軸承和軸上零件具備制冷功效。礦井皮帶輸送機滾桶軸承游隙開展調節之后,磨擦會相對地加重,造成的發熱量會使全部傳動裝置溫度上升,假如不可以立即熱管散熱,這種發熱量就會使傳動系統零件的規格產生變化,進而危害到礦井皮帶輸送機滾筒軸承空隙的轉變,以致于造成大量的發熱量,產生兩極化。因而,針對歷經側隙調節的礦井皮帶輸送機滾筒軸承,務必保持穩定的潤化,以降低磨擦。更關鍵的是,用持續循環系統流動性的潤滑脂帶去很多的熱,抑止溫度的上升,保持傳動裝置的熱力循環。
四、安裝礦井皮帶輸送機滾筒軸承的常見問題
1.裝配線前認真仔細
滾動軸承在裝配線前應清理整潔,并用心查驗滾動軸承的內外座圈、翻轉體和球軸承,看是不是有銹蝕、毛邊、磕傷和裂痕;查驗滾動軸承空隙是不是適合,旋轉是不是歡快輕松,有沒有卡住狀況;查驗帶座軸承于L和軸徑的規格與標準公差、圓柱度、圓度等尺寸公差是不是符合規定,查驗表層是不是有毛邊、凸凹不平等。
2.掌握滾動軸承的精準定位方法
一根軸要穩定運行,最少必須有2個支撐點開展徑向和軸向支撐點,每一支撐點最少有一個或是一個左右的滾動軸承。一般狀況下,一個滾動軸承起精準定位功效,另一個滾動軸承不了精準定位功效。在獨特狀況下,2個滾動軸承另外起精準定位功效。
精準定位滾動軸承出示軸向支撐點和徑向導向性。因而,精準定位滾動軸承務必在軸上和滾動軸承室另外被固定不動。深溝球軸承、球面滾子軸承、雙排角接觸球軸承、成雙的單排角接觸球軸承都能夠做為精準定位滾動軸承;成雙的深溝球軸承還可以做為精準定位滾動軸承應用;沒有法蘭盤的圓柱滾子軸承和有軸向空隙的推力球軸承配搭時,還可以做為精準定位滾動軸承。非精準定位滾動軸承只是出示軸向適用,其在徑向務必能夠挪動。
3.留意有效裝配線
(1)裝配線方式適當
規定翻轉體不支承,在選用冷壓法裝配線時,在套圈的端表面裝配線力要勻稱、對稱性地功效。最好是選用沖壓機壓進,假如標準容許。一定要適當實際操作,假如用圓頭錘打進得話,不然會形變裂開座圈,當在非過渡配合的座圈上放手捶擊打,會使滾動軸承間接性被毀壞或翻轉體和燕尾導軌造成壓印。
(2)把握好裝配線溫度
一定把握好裝配線溫度,選用傳熱介質裝配線時,在80℃~100℃操縱加溫的油溫度,數最多不可以高過120℃。在電動機軸上滾動軸承加溫后迅速取下并套服。若操縱溫度不善,導致溫度加溫過高,會使造成強度減少因為滾動軸承造成淬火,在運作中使滾動軸承非常容易脫落、損壞、乃至裂開。
(3)調節好滾動軸承空隙
無論是空隙不能調節或空隙可調節的礦井皮帶輸送機滾筒軸承,必須對徑向空隙調節貴在裝配線時,在溫度上升時以賠償軸的長短提升,進而促使翻轉體的一切正常運行獲得確保。若過大徑向空隙,會造成震動、澡聲,乃至使球軸承毀壞;若過小徑向空隙,會導致滾動軸承旋轉爬取、卡住、發燙,乃至損壞翻轉體。
4.細心試運行查驗滾動軸承
將礦井皮帶輸送機滾筒軸承安裝好之后,要細心試運行滾動軸承,看滾動軸承安裝位置是不是溫度過高,滾動軸承運行中是不是有噪音等常見故障安全隱患。滾動軸承溫度過高在試運行時,容許有一定溫度的滾動軸承位置,撫摩滾動軸承時,一切正常應是以不覺得發燙為標準,相反則說明滾動軸承溫度過高。
五、結束語
礦井皮帶輸送機滾桶軸承游隙的調節和力矩加工工藝,是提升其轉動精密度和承載力、減少傳動裝置震動和噪音的合理方式。實際操作中除開應做到礦井皮帶輸送機滾筒軸承裝配線的一般技術標準外,也要重中之重考慮到滾動軸承溫度和潤化對調節工作中的危害,而且在開展航空件轉實驗以后也要開展細膩的定期檢查二次調節。非常是歷經力矩的滾動軸承位置,更必須非常注意其潤滑脂供求平衡是不是充裕,工作中情況是不是優良。細心細膩的工作責任心都是裝配線檢修銑工必不可少的優良質量。
以上就是坤威機械為大家整理《礦井皮帶機滾筒軸承裝配技術總結》的全部內容了,(以上內容僅供參考,具體情況需要具體分析,并不適用于所有現場。如有問題概不負責。)如果想了解更多關于輸送機的知識,請撥打我們的電話進行聯系吧
本文標題:礦井皮帶機滾筒軸承裝配技術總結
本文作者:河南坤威機械制造有限公司